- Products & Capabilities

- About
- Resources
Industrial PCBs



Industrial PCBs are robust, long-lasting, and essential in harsh environments, adhering to strict standards for reliability in industries like aerospace and defense.
Indeed, Printed Circuit Boards represent the critical enablers of functionality and connectivity in the great wide spectrum of electronics. Within a number of types, what stands out from the crowd, due to specialization in design and construction, are industrial PCBs. In light of these circumstances, the current article by PCBX looks to talk about an industrial PCB and its key elements, its major applications, key design standards for industrial PCB designs, and consideration to make upon choosing the correct industrial PCB partner.
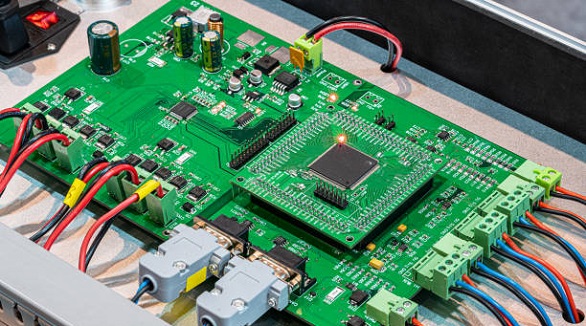
Industrial PCBs serve under extreme environmental conditions and are designed for long service lives, normally much greater than 10 to 15 years. Such industries include automation, aerospace, defense, transportation, and energy. In these fields, an operational failure can mean great operational and safety consequences. Key devices using industrial-class PCBs include motor drives, industrial controllers, power supplies, battery chargers, process transmitters, remote terminal units, railway electronics, downhole drilling tools, aerospace avionics, and military vehicle electronics.
Key Features and Standards of Industrial PCB
Robust Construction and Materials:
Industrial PCBs will be fabricated from much more robust materials, capable of withstanding extreme levels of physical and environmental stress. Such familiar features as high-temperature laminates, heavy copper layering, and metal core conceptions are testifying to better thermal handling and mechanical stability.
Operating Performance under Extreme Conditions:
Industrial PCBs work within a very wide temperature range, from as low as -40°C to over 105°C. Other than the extreme temperature range, they can support numerous mechanical stresses: vibration, shock, and extreme changes in humidity; all this is prominent under such environmental conditions, in which they are supposed to continue operating.
Longer Life:
Industrial PCBs are designed to be extremely reliable for long useful lives; many outlive the 10-year benchmark with absolutely no breakdown, hence continued function even under extreme conditions.
Industrial PCB Design Standards
In designing industrial PCBs, strict international standards spell out the construction methods, test procedures, and performance requirements of several issues:
IPC Class 3:
It contains high-performance conditions, including cycling temperature, vibration, mechanical shock, and resistance to moisture of industrial electronics , which are minimum benchmarks for most industrial applications.
IPC-6012 and IPC-A-610:
These provide the criteria concerning performance for automotive electronics, ranging from temperature extremes to humidity transition, vibration profiles, and the quality standards a manufacturer must show in building PCBs.
IEC-61188 and UL 796:
IEC-61188 guides on PCB layout, material properties, and environmental testing, while UL 796 provides standards related to safety issues such as flame resistance and electrical test support for safety design evaluation.
Design Practices for Industrial PCBs
Designing a successful industrial PCB requires several key practices that help ensure reliability and performance. These include:
Simulation and Modeling:
Advanced tools like Ansys and Comsol are used for electrical, thermal, and vibration modeling. These allow the designer to find and solve problems before prototypes are built.
Component Derating and Redundancy:
Components are used well below their maximum ratings to extend life, and redundancy is built into circuits to prevent failure due to single points of failure.
Thermal and Mechanical Management:
The thermal management techniques include stitching vias, heat sinks, and edge control structures that would be required for temperature dissipation and mechanical stresses.
Tight Standards Validation:
Variety of defense standards like MIL-PRF-31032, along with commercial ones, ensures strength in the designs through the fulfillment of industry expectations.
Manufacturing and Testing of Industrial PCBs
The manufacturing includes strict process control and extensive protocols for testing a PCB used in industries. Those are as follows:
Controlled Manufacturing Environment:
Cleanrooms and Six Sigma processes characterize more than 35 manufacturing steps, coordinated through software systems like MES, ERP, and MRP.
Rigorous Testing Programs:
In-circuit testing (ICT), flying probe tests, automated optical inspection (AOI), and X-ray examination are some of the tests the PCBs undergo to ensure no defects. Full traceability, conflict minerals reporting, along with adherence to ISO 9001 and AS9100, contribute to quality assurance.
Qualification and QA Processes:
Continuous quality assurance includes, among others, IPC Class 3 certification and UL file approvals, periodically requalified to maintain standards.
Finding the Right Industrial PCB Partner
Finding the right partner for industrial PCBs is an important decision because it directly influences the quality and reliability of the final product:
Experience and Expertise:
The experience of partners in industrial applications and material knowledge, including ceramic and metal core PCBs, is very important. Compliance and standard validation will ensure strong product development through the design expertise of the company.
Design and DFM Support:
A partner providing DFM analysis, simulation, and detailed reviews of GERBER files can enable the optimization of product designs for compliance and efficiency.
Quality and Certification:
Ensure the partner has global certifications and uses rigorous testing and inspection to make certain of product quality and compliance.
Supply Chain Management:
A capable partner will have in place robust systems for inventory management, obsolescence control, and counterfeit avoidance that ensure consistency in supply chain operations.
Industrial PCBs are very important; they act as a backbone for robust and reliable electronics in harsh industrial environments. Therefore, companies will be able to make superior PCBs that stand the test of time by adhering to rigorous design standards and selecting trusted partners such as PCBX to meet critical industrial demands. It is through paying attention to precision engineering, selection of materials, and strict quality control that industrial PCBs have kept pace with technological advancement in diverse sectors for optimal functionality and safety of critical systems around the world.
Hot Tags:

Contact us

If you can't find what you're looking for, please contact us.
Article
Electronic module assembly is crucial for innovation, driven by demands for high-performance, reliable modules in fields like connectivity and electric transportation.
 2024/12/31
2024/12/31
Designing PCBs for IoT demands innovation to tackle space, power, connectivity, and security challenges, ensuring robust, efficient, cost-effective devices that meet modern technological demands.
2024/10/18
PCBX offers reliable, low-cost, low-volume PCB assembly with custom specs, superior quality control, and excellent customer support, ensuring high customer satisfaction.
2024/08/15